

Complete Guide to Custom Plastic Tooling
Custom plastic tooling is the engineered process of designing and manufacturing precision moulds that enable high volume, repeatable production of plastic components through injection moulding.
At B&C Plastics, we support defence, mining, construction, agriculture, medical and FMCG organisations with complete custom tooling, from CAD design and DFM through to CNC machining, mould validation and full-scale production. This is not theory. It is how we work every day.

Combining full ISO certification with DISP accreditation, B&C Plastics provides high-quality, secure, and traceable plastic injection moulded components engineered for reliability and performance.

What Is Plastic Injection Moulding?
Plastic injection moulding is a manufacturing process used to produce high precision plastic parts at scale by injecting molten thermoplastic material into a mould cavity. It is widely used because it delivers consistent, repeatable components in medium to high production volumes.
The process works by heating polymer resin pellets until molten, injecting the material under pressure into steel moulds, allowing controlled cooling and solidification, then ejecting the finished part. The same mould can produce thousands or millions of identical parts with tight tolerances.

Why Injection Moulding Is Widely Used in Manufacturing
Injection moulding remains one of the most efficient industrial production processes in the world for three main reasons:
Repeatability - Once the mould and process parameters are validated, each cycle produces consistent parts.
Scalability - Suitable for 10,000 to 1M+ components annually.
Cost efficiency at volume - While tooling investment is upfront, per-part cost decreases significantly as production volume increases.
For regulated industries, repeatability and traceability are not optional. They are essential.

How the Injection Moulding Process Works
The injection moulding process follows a controlled, repeatable sequence. It is not simply melting plastic and filling a cavity. It is a precisely engineered system balancing temperature, pressure, flow and cooling.
Key Stages in the Injection Moulding Cycle
The moulding cycle typically includes:
Clamping - The mould closes under high force.
Injection - Molten thermoplastic resin is injected through a runner system and gate into the cavity.
Packing and holding - Additional pressure compensates for material shrinkage.
Cooling and solidification - The part cools within the mould using engineered cooling channels.
Ejection - Ejector pins release the moulded part from the tool.
Cycle time depends on part size, wall thickness, material selection and mould design. Efficient cooling design directly improves production efficiency and long-term cost control.
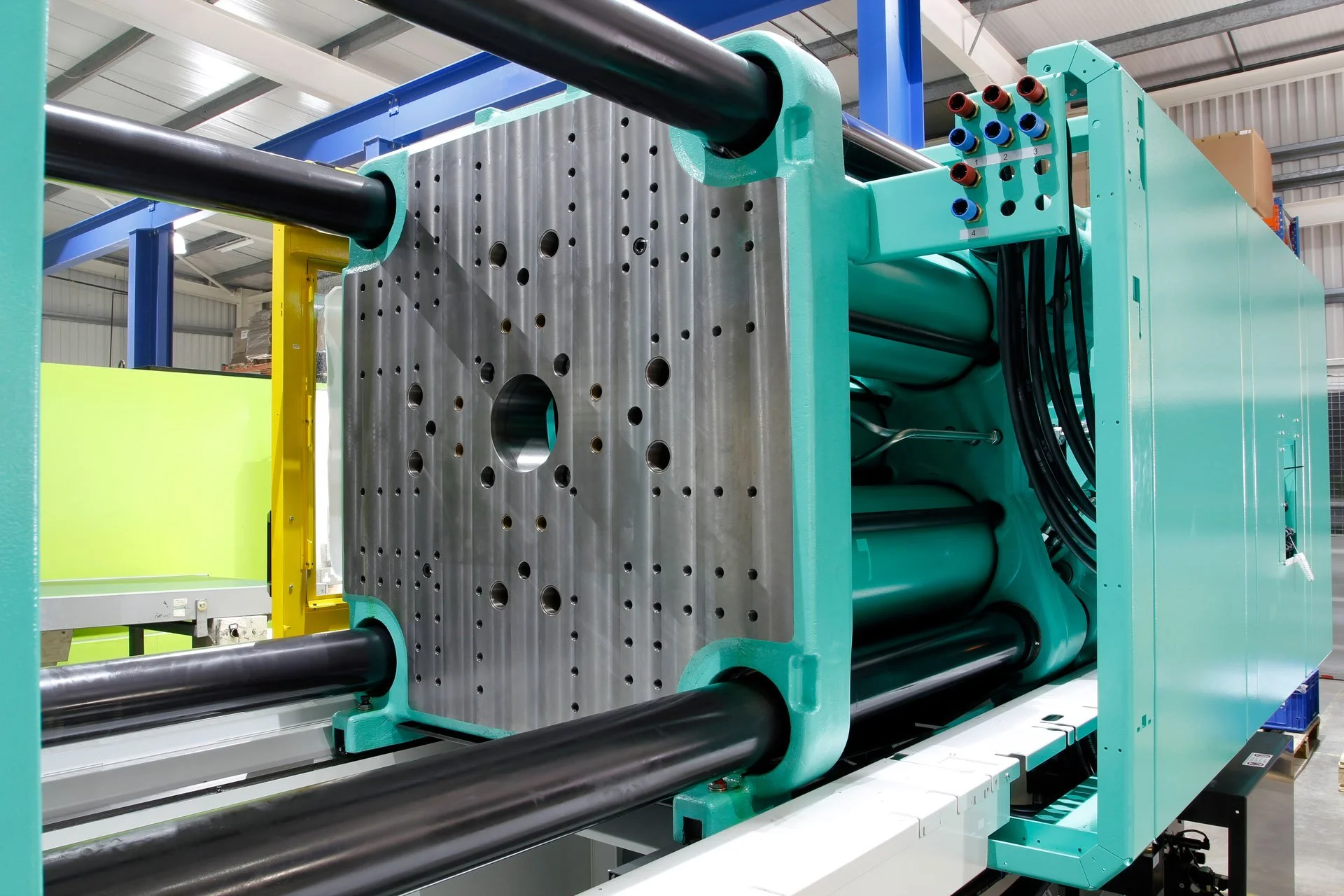
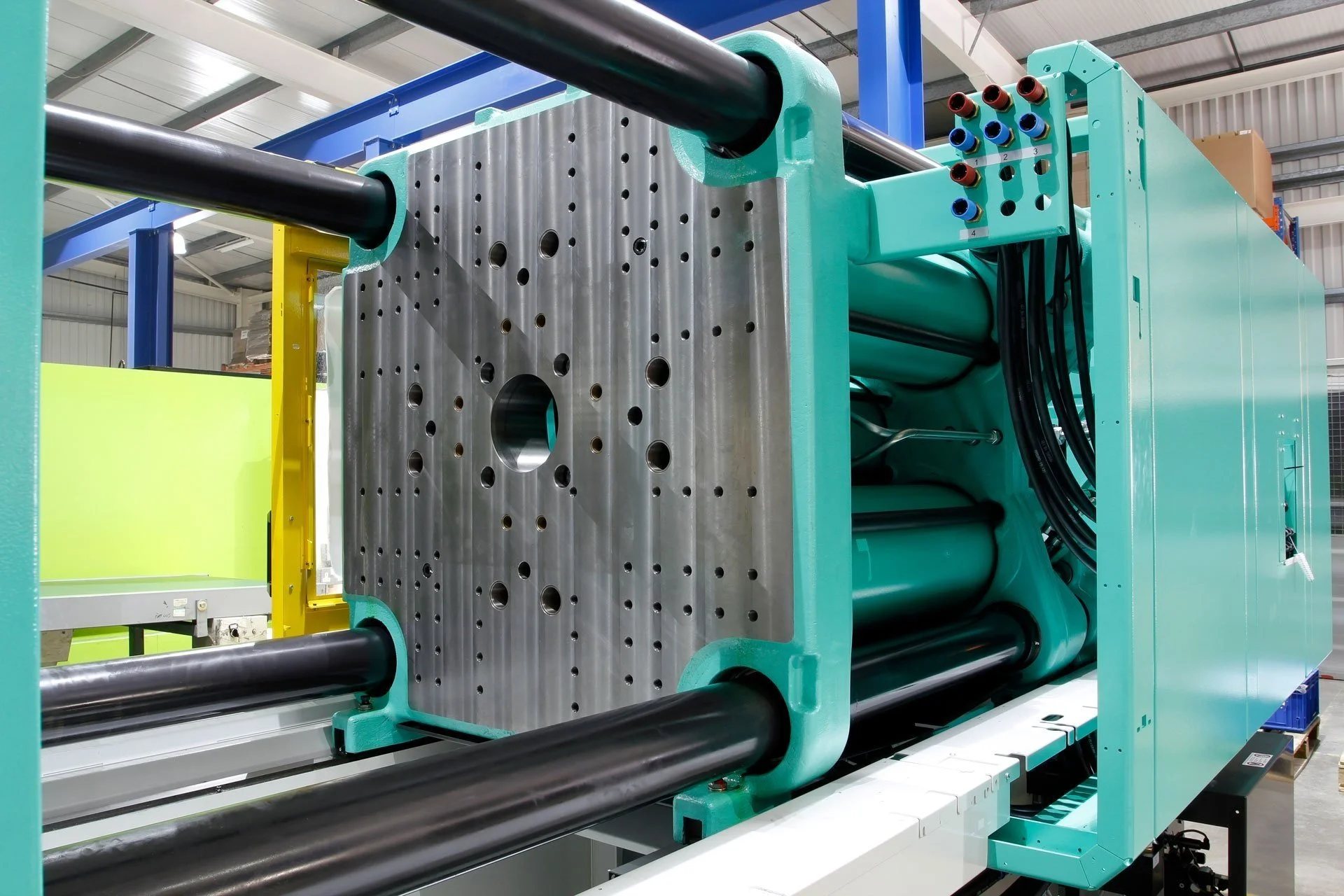
Injection Moulding Machines and Equipment
Injection moulding machines are the core of the process. They control pressure, temperature, injection speed and clamping force.
Modern industrial machines range from smaller units for lightweight consumer parts to large-capacity machines capable of producing components weighing several kilograms.
Types of Injection Moulding Machines
There are three primary types:
Hydraulic machines - Known for high clamping force and robustness.
Electric machines - Offer improved energy efficiency and precise control.
Hybrid machines - Combine hydraulic power with electric precision for balanced performance.
Machine selection depends on part geometry, material type, production volume and required repeatability.

Essential Equipment in the Moulding Process
Beyond the main machine, essential equipment includes:
Hopper dryers to control resin moisture
Temperature control systems for mould cooling
Robot automation for part removal
Material feeders and granulators
These systems work together to maintain consistent quality and reduce waste.
Injection Mould Design and Tooling
Tooling is the foundation of successful injection moulding. A mould determines dimensional accuracy, surface finish, cooling efficiency and long-term durability.
A poorly designed mould creates production delays, excessive scrap and long-term cost issues. A precision-engineered mould delivers consistent parts for years.
Types of Injection Moulds
Common mould configurations include:
Single cavity moulds - One part per cycle, ideal for low volume or complex components.
Multi cavity moulds - Multiple identical parts per cycle, increasing production efficiency.
Family moulds - Produce related parts within one tool.
The right mould type depends on volume, part geometry and commercial objectives.
Precision Tooling for High Quality Production
High quality tooling requires:
CNC machining for dimensional accuracy
EDM machining for fine features and sharp geometries
Hardened steel selection for durability
Engineered cooling channels
Balanced gate and runner design
Tooling is not just about cutting steel. It is about engineering repeatability into the production system.
The Process of Manufacturing Injection Moulds
Manufacturing injection moulds is a structured, step-by-step engineering process.
Steps in Developing a Plastic Injection Mould
Concept and CAD design - Engineers develop 3D models and perform DFM analysis.
Mould design - Runner systems, gates, cooling channels and ejection systems are defined.
CNC machining and EDM - Steel blocks are machined into mould cavities.
Assembly - Components are fitted, aligned and tested.
Tool trials and validation - Initial shots validate flow, cooling, surface finish and dimensional accuracy.
Process optimisation - Parameters are refined for consistent production.
Tool validation is critical, especially in defence and medical applications where compliance and documentation matter.
Plastics Used in Injection Moulding
Material selection directly impacts strength, durability, heat resistance and long-term performance.
Common Thermoplastics Used in Manufacturing
Frequently used thermoplastics include:
ABS - Strong, impact resistant and cost-effective.
Polypropylene - Chemical resistant and flexible.
Polyethylene - Durable and moisture resistant.
Nylon - High strength and wear resistant.
Polycarbonate - Heat resistant and high impact performance.
Each thermoplastic behaves differently in terms of shrinkage, flow and cooling.
Engineering Plastics for High Performance Applications
For demanding environments, engineering polymers such as glass-filled nylon, PBT, PPS or PEEK may be selected.
These materials are often used in:
Mining and harsh industrial applications
Medical devices
Electrical housings
High temperature components
Material selection should always align with performance requirements and long-term use conditions.

Custom Plastic Injection Moulding
Custom injection moulding allows organisations to create application-specific components rather than adapting off-the-shelf parts.
Benefits of Custom Injection Moulded Parts
Key benefits include:
Design flexibility for complex geometries
Optimised DFM for manufacturability
Cost-effective production at scale
Consistent product quality
Integration of inserts or secondary operations
For suppliers, custom tooling reduces supply chain risk and improves product differentiation.

Injection Moulding Design Principles
Design for mouldability is where engineering-led partners separate themselves from order-taking moulders.
Designing Parts for Efficient Manufacturing
Critical considerations include:
Uniform wall thickness
Proper draft angles for ejection
Rib reinforcement instead of thick sections
Controlled gate placement
Avoiding unnecessary undercuts
Ignoring these principles leads to warping, sink marks and production inefficiency.

Design for Moldability Best Practices
DFM reviews focus on:
Optimising flow paths
Minimising cooling time
Reducing tooling complexity
Ensuring repeatability
Early engineering input reduces long-term tooling and production costs.

Surface Finishes for Injection Moulded Parts
Mould surface texture directly determines the appearance of the finished product.
Gloss, Matte, and Textured Finishes
Common surface finish options include:
High gloss polished surfaces
Matte finishes
Bead blasted textures
Industry standard textured patterns
Surface finish selection must consider draft angles and part function. Textured moulds require additional draft for reliable ejection.

Post Processing and Advanced Moulding Techniques
Some parts require additional processes after moulding.
Secondary Finishing Processes
These may include:
Trimming
Ultrasonic welding
Assembly
Pad printing
Laser marking
Integrating post-processing services reduces supply chain complexity.
Advanced Moulding Methods
Specialised techniques include:
Insert moulding for metal integration
Overmoulding for multi material components
Two-shot moulding for enhanced functionality
These methods enable complex product development without additional assembly steps.
Quality Systems in Injection Moulding
Quality control ensures production consistency and regulatory compliance.
Scientific Moulding and Process Monitoring
Scientific moulding involves documenting and controlling:
Injection pressure
Melt temperature
Cooling time
Cycle consistency
Data-driven monitoring ensures repeatability across long-term production runs.

Material and Product Testing
Inspection procedures may include:
Dimensional verification
Tensile and impact testing
Surface inspection
First article inspection
For regulated industries, traceability and documented validation are essential.
Advantages of Plastic Injection Moulding
Injection moulding remains the preferred process for high volume plastic production.

High Production Efficiency
Once tooling is validated, machines can produce thousands of parts per day with minimal manual intervention.
Excellent Product Consistency
Precision mould tooling ensures identical geometry from the first part to the millionth.

Efficient Material Usage
Runner systems can be optimised, and scrap material can often be reprocessed, reducing waste.
Frequently Asked Questions About Injection Moulding
Quick FAQ Summary
-
Common thermoplastics include ABS, polypropylene, polyethylene, nylon and polycarbonate. Engineering polymers are selected when higher strength or heat resistance is required.
-
Moulds are designed in CAD, machined from hardened steel using CNC and EDM processes, assembled, tested and validated before full production.
-
Tooling development can take several weeks to months depending on complexity. Once validated, standard production lead times may range from 2 to 3 weeks depending on volume and scheduling.
3 Step Custom Tooling Framework
Step 1: Engineering & DFM Review
We assess CAD files, performance requirements and production volume.
Step 2: Tool Design & Precision Machining
CNC and EDM machining create durable steel moulds engineered for repeatability.
Step 3: Validation & Production Launch
Tool trials, optimisation and controlled production begin.
If you are evaluating engineering-led plastics partners versus basic moulders, the difference often comes down to tooling capability, compliance readiness and long-term support.
If you would like to discuss your custom plastic tooling project, request a consultation with our team. We are ready to help you select the right materials, design for manufacturability and deliver reliable Australian-made production at scale.